热压机拼接程序开发 – 第 I 部分:您需要了解的知识
对于无缝拼接,我们最常收到的问题是关于拼接程序管理——具体来说就是,“怎么开发拼接程序?”、“怎么知道我为输送带类型设置的压力是正确的?”,或者“如果齿接头顶端未填充,我应该增加或降低温度吗?“
我们认为博客是解决这些问题以及提供拼接程序相关建议的完美方式。但一篇博文无法覆盖所有内容。所以本周,我将介绍一些入门知识,以及输送带类型对拼接程序的影响。
要从哪里开始着手?
我们知道开发新拼接程序的过程充满了挑战——尤其是在技术信息不足的情况下。有经验的输送带生产商很清楚,用于给定输送带的拼接程序往往只适用于一种类型的热压机,而不适用于其他类型。
很多输送带制造商提供了技术数据表,但这些指南往往并未考虑到业内使用的所有热压机。在这种情况下,采用成熟可靠而又有条理的方法开发无缝拼接程序不但可以节省大量时间和金钱,还能优化拼接质量。
拼接程序变量
值得高兴的是,为新型输送带开发热压机拼接程序并不存在唯一的正确答案。可以利用不同的温度、压力和保温时间组合来达到相似的拼接质量水平。不过,了解该从何处入手以及如何排除拼接结果故障将有助于您对拼接参数进行正确的调整,以快速找到最优拼接程序。
 |
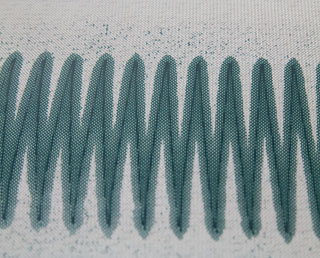 |
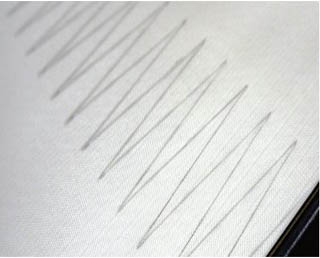
| 适当的透胶 | 过量的透胶 |
我们来看一个常见的例子:
您注意到在一次无缝拼接中齿接头顶端未填充,而输送带后部发现透胶。应该提高拼接温度、还是降低压力设定值,抑或同时进行这两项调整?保温时间呢?应该将它延长还是缩短?或许应该使用预热?或者应该提高上半部温度并降低底部温度?
输送带拼接技师在利用自身经验建立适用的拼接程序时会考虑一些主要输入变量,但也必须将其他因素考虑在内。我们将为您进行详细分析,首先从您要连接的输送带类型开始。
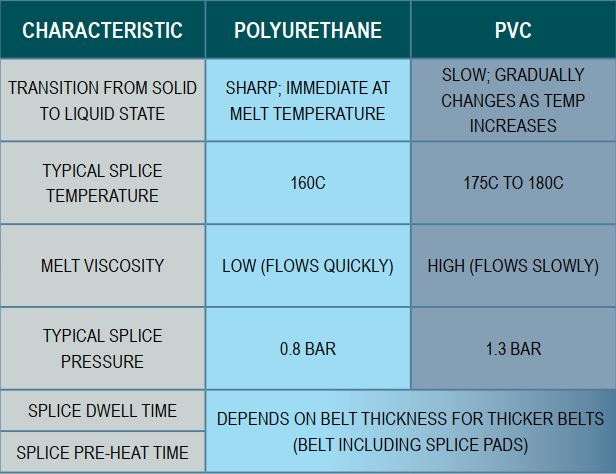
PVC 和聚氨酯——它们在处理方式上的差异
开发拼接程序时,输送带类型是一个重要考虑因素,因为每条输送带对热量的反应都不同。例如,从固态到液态的转变上,PVC 比聚氨酯(或 TPU)更平缓。技师往往会错误地使用过高的拼接压力(而不是提高拼接温度),这可能引发工艺缺陷,还可能造成同一输送带和拼接程序的拼接质量不一致。在很多情况下,可通过提高 PVC 输送带的拼接温度并降低拼接压力来获得理想的无缝拼接效果。这两项简单调整可以显著减少由原本施加的过大压力所导致的拼接质量波动。
另一个重要差异是熔体粘度,它是指塑性材料在给定温度下的流率。聚氨酯的粘度比 PVC 低,因此比 PVC 更容易流动。打个比方,液态聚氨酯的流动像水,而 PVC 的流动则像糖浆。因此,拼接聚氨酯输送带时需要的压力较小。所以,一般而言,聚氨酯输送带要求的拼接温度和压力都低于 PVC 输送带。
下周,我们将重点介绍输送带拼接程序开发的基础知识——温度、压力和时间——以及它们对获得牢固、一致的无缝接头的影响。敬请期待!
作者:Michelle Graves
Graves 负责管理与 Novitool® 产品线相关的轻工业输送带市场的全球业务、市场计划、技术支持和相关活动,包括新产品开发、市场分析和全球战略。Graves 从阿尔比恩学院获得学士学位,从大峡谷州立大学获得硕士学位。
