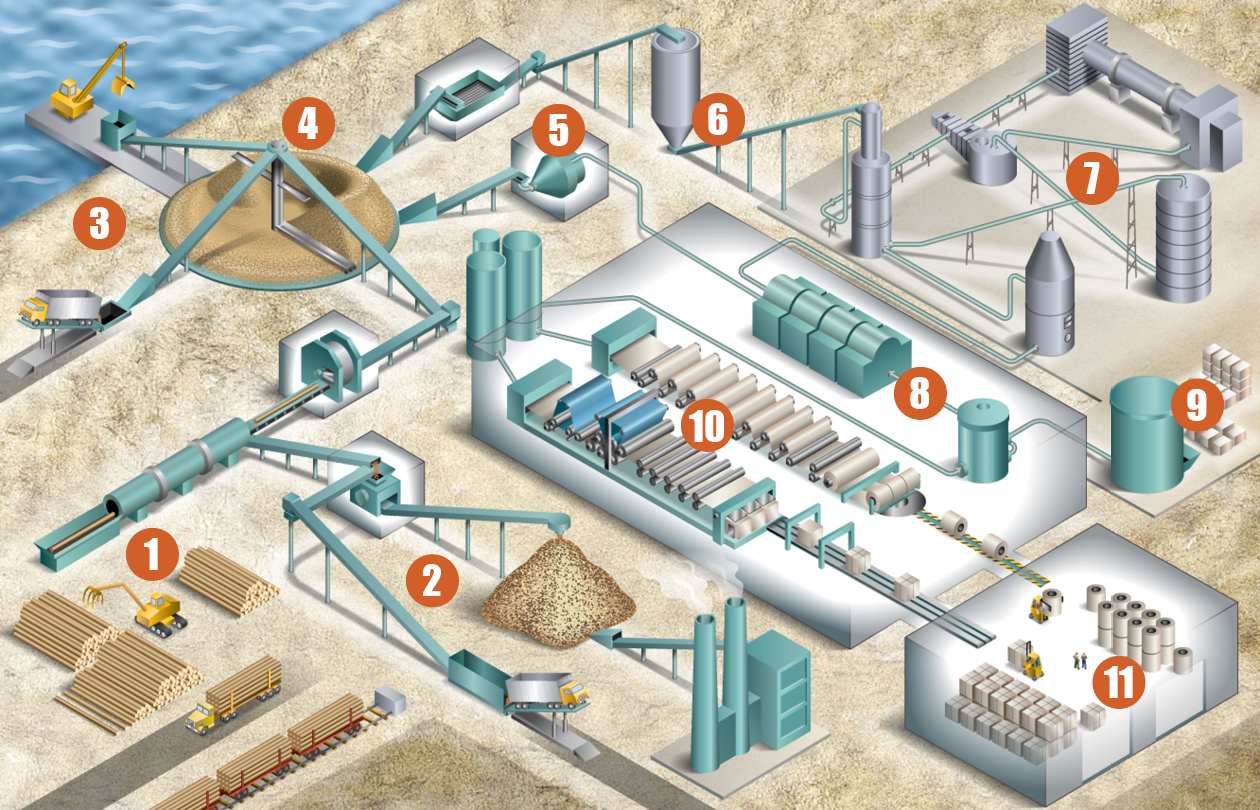
1. 圆材处理:圆材运输车/轨道车卸料机 — 圆材料堆 — 去皮机和削片机 — 木片料堆
制浆用圆材使用卡车或轨道车运入,以待去皮和削片。将圆材去皮并削片后,将木片送至料堆,将树皮送至树皮松散机。
问题
- 从去皮机中掉落的圆材直径可达 30",重量达到数百磅,会对输送带和接头产生巨大冲击。
- 从削片机到木片贮存区可能需要进行多次转运。主要问题是漏料,以及物料受到摇动而溢入装载区。
- 木片含水量高可能会使输送带打滑。
- 输送带跑偏,导致装载区漏料。
- 由于搬运的物料易燃,因此任何类型的回传都会成为问题。
- 挡边输送带难以密封卸料槽,从而导致漏料,并且难以清洁。
解决方案
EZP1 一级清扫器是许多湿混合废木料输送带的理想选择,通常宽 30-42" (900-1050mm),移动速度为 200-300 fpm (1-1.5 M/s)。
MSP 标准型矿用一级清扫器或 MMP 中型矿用一级清扫器是木片输送带的理想选择,宽度通常为 30-48" (900-1200mm),但最大宽度可达 72" (1800mm)。这些输送带的移动速度一般约为 400-500 fpm (2-2.5 M/s)。
配备聚氨酯刮刀的 Y-Type™ 二级清扫器(在非挡边输送带上)可以在无法分散物料的清扫器上快速处理积聚在表面上的湿木粉末。该清扫器的极小平面有助于防止物料在刮刀/刀架上积聚,从而减少维护。碳化钨刮刀适合比较难以去除的物料。
电动滚刷清扫器(在挡边输送带上)。平刮刀一级清扫器无法用于挡边输送带。有时使用分段二级清扫器,但这些清扫器不是很高效。最佳选择是旋转方向与输送带行进方向相反的滚刷清扫器,可以使输送带和挡边上的物料脱落。这些清扫器还能在一级清扫器清扫掉平直输送带上的大块物料后,有效地将输送带上的微细物料刷掉。
封闭的裙边系统搭配 Flex-Lok™ 裙夹或 Flex-Seal™ 裙边系统和聚氨酯裙边可控制传送机上的灰尘以确保安全,而这
同样可以降低维护成本。木尘嵌入惰辊轴承可能导致它们卡住,并且有故障的轴承可能会成为热源。
木片和湿混合废木料的冲击通常较低,但从去皮机中掉出并送至削片机的整根圆材的冲击会比较高。带缓冲辊的滑床是运送木片和湿混合废木料的输送带的理想选择。这些滑床可作为供裙边密封的牢固表面,在这些低冲击区域提供支撑,并且采用了便于维修的设计。对于从去皮机中掉出的整根圆材,可使用 Flexco DRX™ 缓冲床。根据工厂送入流程的圆材尺寸,可能需要使用 DRX™ 3000 级别的缓冲床。这些缓冲床有助于延长输送带的使用寿命,以耐受强冲击为制造目标,同时仍提供滑出式维修以便于维护。
因为木片和湿混合废木料的含水量可能较高,建议使用 Flex-Lag® 中型陶瓷包胶(39% 包胶)来尽可能减少打滑。如果打滑的滚筒温度升到足以点火的程度,同时存在的所有木片可作为充足的燃料时,可能会有发生火灾的危险。
2. 湿混合废木料流程:去皮机或自卸卡车 — 树皮松散机 — 湿混合废木料料堆
去皮机或湿混合废木料自卸卡车中的湿混合废木料会通过树皮松散机/木材粉碎机进行研磨处理,之后会将其输送到料堆,在锅炉需要前一直存放在那里。锅炉产生的蒸汽为工厂发电,并用于在蒸煮过程中加热和软化木片。
问题
- 由于大小和形状多样,使得将物料转运到树皮松散机成为一个难题。
- 丝状树皮会挂在输送机机架上。
- 与木片类似,湿混合废木料也易燃 — 它被用作锅炉燃料,所以回传和漏料都会成为问题。
- 如果输送的物料超过了输送机的设计能力,湿混合废木料会在输送带上堆得很高并容易掉落,特别是在物料被摇动的转运区。
- 挡边输送带难以密封卸料槽,从而导致漏料,并且难以清洁。
解决方案
EZP1 一级清扫器是许多湿混合废木料输送带的理想选择,通常宽 30-42" (900-1050mm),移动速度为 200-300 fpm (1-1.5 M/s)。
配备聚氨酯刮刀的 Y-Type™ 二级清扫器(在非挡边输送带上)可以在无法分散物料的清扫器上快速处理积聚在表面上的湿木粉末。该清扫器的极小平面有助于防止物料在刮刀/刀架上积聚,从而减少维护。碳化钨刮刀适合比较难以去除的物料。
电动滚刷清扫器(在挡边输送带上)。平刮刀一级清扫器无法用于挡边输送带。有时使用分段二级清扫器,但这些清扫器不是很高效。最佳选择是旋转方向与输送带行进方向相反的滚刷清扫器,可以使输送带和挡边上的物料脱落。这些清扫器还能在一级清扫器清扫掉平直输送带上的大块物料后,有效地将输送带上的微细物料刷掉。
封闭的裙边系统搭配 Flex-Lok™ 裙夹或 Flex-Seal™ 裙边系统和聚氨酯裙边可控制传送机上的灰尘以确保安全,而这同样可以降低维护成本。木尘嵌入惰辊轴承可能导致它们卡住,并且有故障的轴承可能会成为热源。
带缓冲辊的滑床是运送湿混合废木料的输送带的理想选择。这些滑床可作为供裙边密封的牢固表面,在这些低冲击区域提供支撑,并且
采用了便于维修的设计。
因为木片和湿混合废木料的含水量可能较高,建议使用 Flex-Lag® 中型陶瓷包胶(39% 包胶)来尽可能减少打滑。如果打滑的滚筒温度升到足以点火的程度,同时存在的所有木片可作为充足的燃料时,可能会有发生火灾的危险。
3.木片卸料:木片自卸卡车和驳船卸料机
从卡车或驳船上卸下木片,然后投放到料斗中。料斗底部可能有牵引链,它会将木片移动到卸料槽,然后让木片落在输送带上。
问题
- 木片从料斗落到输送带上的这一区域较难清洁。
- 输送带上的松散木片难以控制。
- 在从驳船卸料区向料堆运送木片的长陆上输送机上,可能发生输送带跑偏。
解决方案
带缓冲辊的滑床是运送木片的输送带的理想选择。这些滑床可作为供裙边密封的牢固表面,在这些低冲击区域提供支撑,并且采用了便于维修的设计。
Flex-Seal™ 裙边系统 或 Flex-Lok™ 裙夹搭配聚氨酯裙边有助于在装载区中输送带上容纳松散物料。
应在通过料斗进料的输送带上使用 EZP1 一级清扫器和配备碳化钨刮刀的 Y-Type™ 二级清扫器。这些输送带较短、较慢。目标是保持驳船区洁净,但由于这是工厂的偏远部分,因此清理需要更多时间。Y-Type™ 的形状令其不太容易积聚物料,这在此应用中具有重要意义。从驳船上卸下的木片含水量可能高达 50%,并且湿粉末容易在平面上积聚。
因为木片和湿混合废木料的含水量
可能较高,建议使用 Flex-Lag® 中型陶瓷包胶(39% 包胶)。如果打滑的滚筒温度升到足以点火的程度,同时存在的所有木片可作为充足的燃料时,
可能会有发生火灾的危险。
出现跑偏时,应该在将木片从驳船卸料区输送到料堆的长陆上输送机上使用 PT Max™ 输送带纠偏器。这些输送带一般也较宽,因此重型跟踪器是最佳选择。尾部滚筒前的 PT Max™ 回程面输送带纠偏器可帮助确保输送带进入装载区时不会跑偏,以使物料让输送带保持正中。
可能需要在该输送带上使用 MMP 中型一级清扫器和 MHS 重型二级清扫器,避免物料返回、在惰辊上堆积并产生遗留料堆。
4.木片料堆
木片从削片机、自卸卡车或驳船卸料机送至料堆,在制浆工艺需要前一直存放在那里。到达料堆后,木片送去筛选(化学制浆)或磨浆(机械制浆)。
5.机械制浆:磨浆机
从料堆取得木片后将其送至磨浆机,其中的转盘会将木片粉碎,并分离出纤维。
问题
- 从料堆到磨浆机可能经过数次转运。
- 输送带因木片含水量高而打滑
- 输送带跑偏,导致装载区漏料。
- 由于搬运的物料易燃,因此任何类型的回传都会成为问题。
- 如果输送的物料超过了输送机的设计能力,木片会在输送带上堆得很高并容易掉落,特别是在物料被摇动的转运区。
- 挡边输送带难以密封卸料槽,从而导致漏料,并且难以清洁。
解决方案
MSP 标准型矿用一级清扫器或 MMP 中型矿用一级清扫器是木片输送带的理想选择,宽度通常为 30-48" (900-1200mm),但最大宽度可达 72" (1800mm)。这些输送带的移动速度一般约为 400-500 fpm (2-2.5 M/s)。
配备聚氨酯刮刀的 Y-Type™ 二级清扫器(在非挡边输送带上)可以在无法分散物料的清扫器上快速处理积聚在表面上的湿木粉末。该清扫器的极小平面有助于防止物料在刮刀/刀架上积聚,从而减少维护。碳化钨刮刀适合比较难以去除的物料。
电动滚刷清扫器(在挡边输送带上)。平刮刀一级清扫器无法用于挡边输送带。有时使用分段二级清扫器,但这些清扫器不是很高效。最佳选择是旋转方向与输送带行进方向相反的滚刷清扫器,可以使输送带和挡边上的物料脱落。这些清扫器还能在一级清扫器清扫掉平直输送带上的大块物料后,有效地将输送带上的微细物料刷掉。
封闭的裙边系统搭配 Flex-Lok™ 裙夹或 Flex-Seal™ 裙边系统和聚氨酯裙边可控制传送机上的灰尘以确保安全,而这同样可以降低维护成本。木尘嵌入惰辊轴承可能导致它们卡住,并且有故障的轴承可能会成为热源。
带缓冲辊的滑床是运送木片和湿混合废木料的输送带的理想选择。这些滑床可作为供裙边密封的牢固表面,在这些低冲击区域提供支撑,并且
采用了便于维修的设计。
因为木片和湿混合废木料的含水量可能较高,建议使用 Flex-Lag® 中型陶瓷包胶(39% 包胶)来尽可能减少打滑。如果打滑的滚筒温度升到足以点火的程度,同时存在的所有木片可作为充足的燃料时,可能会有发生火灾的危险。
6.牛皮纸/化学制浆工艺
a. 筛选
筛选木片的目的是确保它们进入制浆流程时不致过小或过大。
问题
- 从料堆到筛选可能经过数次转运。
- 输送带因木片含水量高而打滑。
- 输送带跑偏,导致装载区漏料。
- 由于搬运的物料易燃,因此任何类型的回传都会成为问题。
- 如果输送的物料超过了输送机的设计能力,木片会在输送带上堆得很高并容易掉落,特别是在物料被摇动的转运区。
- 挡边输送带难以密封卸料槽,从而导致漏料,并且难以清洁。
- 空气、回传和漏料中的粉尘可能会造成粉尘爆炸。
解决方案
MSP 标准型矿用一级清扫器适用于移动速度一般约为 400-500 fpm (2-2.5 M/s) 的输送带。目检张力和简单的刮刀更换只需要拆卸一个销,这使该清扫器成为运送木片至筛选区的输送带的理想选择
配备聚氨酯刮刀的 Y-Type™ 二级清扫器(在非挡边输送带上)可以在无法分散物料的清扫器上快速处理积聚在表面上的湿木粉末。该清扫器的极小平面有助于防止物料在刮刀/刀架上积聚,从而减少维护。碳化钨刮刀适合比较难以去除的物料。这些清扫器还采用了快速维护设计。整个刮刀架可在数分钟内更换完毕,这对这些准备将木片送入制浆流程的输送带来说非常重要。
将地面料堆中的木片送至建筑顶部通常需要使用挡边输送带。平刮刀一级清扫器无法用于这些输送带。最佳选择是旋转方向与输送带行进方向相反的电动滚刷清扫器,可以使输送带和挡边上的物料脱落。这些清扫器还能在一级清扫器清扫掉平直输送带上的大块物料后,有效地将输送带上的微细物料刷掉。
封闭的裙边系统搭配 Flex-Lok™ 裙夹或 Flex-Seal™ 裙边系统和聚氨酯裙边可控制传送机上的灰尘以确保安全,而这同样可以降低维护成本。木尘嵌入惰辊轴承可能导致它们卡住,并且有故障的轴承可能会成为热源。
因为木片和湿混合废木料的含水量可能较高,建议使用 Flex-Lag® 中型陶瓷包胶(39% 包胶)来尽可能减少打滑。如果打滑的滚筒温度升到足以点火的程度,同时存在的所有木片可作为充足的燃料时,可能会有发生火灾的危险。
PTEZ™ 输送带纠偏器具有极少的可积聚遗留物料的平点,是制浆和造纸厂的理想选择。将料堆中的木片送至建筑顶部需要使用挡边输送带。PTEZ 可以安装在这些输送带的光滑面以防止输送带跑偏。
大小正确的木片穿过木片定径机和滤网下落到向木片料仓供料的输送带(有时是斗式升降机)。冲击一般较低。带缓冲辊的滑床可作为供裙边密封的牢固表面,这可以减少在清理上花费的时间,并且滑床采用了便于维修的设计。同样,因为这些输送机通常位于室内,所以逸入装载区的粉尘具有爆炸危险。
b. 木片料仓
木片筛选完毕后,将被送至木片料仓。这一装载即用木片的料仓主要起缓冲作用,以便在对筛网/切片机或其他上游输送机进行维护时,仍可向蒸煮器输送木片。
问题
- 输送带跑偏,导致装载区漏料。
- 由于搬运的物料易燃,因此任何类型的回传都会成为问题。
- 挡边输送带难以密封卸料槽,从而导致漏料,并且难以清洁。
解决方案
MSP 标准型矿用一级清扫器和 Y-Type™ 二级清扫器使维护更加快速、简单。这两种清扫器的刮刀均可在数分钟内完成张力重调或更换。
建议在给木片料仓供料的挡边输送带上使用电动滚刷清扫器,以帮助减少料仓顶部或输送机机架上积聚的回传。这个区域很难接触,因此在出料端清扫掉物料意味着可以减少难接触区域的清理工作。
c. 蒸煮器
料仓中的木片被输送到蒸煮器,在这里开始制浆流程。
问题
- 料仓下方的称量进料器和给蒸煮器供料的输送机的计划外停机代价极其昂贵。
- 这些输送机非常有限的维护时间意味着需要快速解决问题。
- 木质素分解时蒸煮器中会释放 H2S 气体。这种气体对低碳钢具有腐蚀性。
解决方案
由于 H2S 气体具有腐蚀性,建议在本应用中使用不锈钢 MSP 标准型矿用一级清扫器(配备白色聚氨酯刮刀)和不锈钢 Y-Type™(配备白色刮刀)。在此环境中,白色聚氨脂刮刀的耐受力同样优于标准聚氨酯刮刀。
PT Max™ 输送带纠偏器确保居中加载木片并保持输送带在输送机长度上居中可以帮助减少漏料以及防止输送带因机架被撞击而受损。在工艺的这个阶段,因输送带损坏导致的停机代价非常高昂。
带缓冲辊的滑床可进行快速维护。这些滑床上的槽可以降低进行快速更换,并且辊可在数分钟内完成更换。
d. 喷放锅
蒸煮过的木片将被送入喷放锅,在那里通过压力变化将木片分离成单个纤维。单个纤维就是组成纸浆固体部分的物料。
7.牛皮纸化学回收工艺
白液通过溶解将木质素纤维连接起来的木质素,从而在蒸煮器内分解木片。蒸煮后,含有已溶解木质素的液体称作黑液。将其在回收锅炉中燃烧,只留下用过的蒸煮化学品,这种混合物称作绿液。将石灰添加到苛化器中的绿液内,苛化器会将绿液转化成白液,然后循环再次启动。白液送至蒸煮器,石灰泥浆送至石灰窑,在那里干燥后重复使用。
a. 石灰窑
输送带将石灰泥浆(碳酸钙)送至石灰窑,在那里加热后转变成石灰(氧化钙),以便能重复使用。在苛化过程中,在蒸煮器中使用苛性钠来分解木片中的木质素,这会改变化合物。石灰用于将使用的蒸煮化学品转换回苛性钠,以便能反复地重复使用它们。
问题
- 石灰泥浆回传积聚在输送机组件和惰辊上,需要清理并会导致跑偏。
解决方案
由于这些输送带一般较慢且较窄,因此 EZP1 一级清扫器是从输送带上清扫掉该物料的理想选择。输送带的出料位置可能非常靠近石灰窑,甚至就在石灰窑内,因此可在温度较高时使用超高温 (UHT) 刮刀。
由于含水量高,U-Type® 二级清扫器是这些输送带的理想选择。由于石灰稠度的缘故,石灰输送带通常称为“泥浆输送带”。U-Type 在橡胶刮刀内嵌有碳化钨刀头,用于剪掉输送带上的顽固回传和清除输送带上的水。
PTEZ™ 输送带纠偏器将可积聚石灰的组件减至最少,是石灰窑输送带的合适选择。我们建议在空间允许的情况下将其安装在输送带的“洁净”侧,因为这样做可以在此应用中提供最佳牵引效果。还建议清扫掉惰辊上任何积聚的物料,因为这样可以让纠偏器以最高效工作。
此区域的冲击较低,但建议使用滑床,这是因为需要在装载区进行密封,以避免漏出的浆状物料进入轴承使其卡住,以及腐蚀输送机周围的其他组件。
8.库存准备 – 制浆工艺
a. 清洗
清洗纸浆以清除有机和无机化合物。在化学制浆中,这包括已溶解的木质素。
b. 筛选
筛浆机可清除喷放锅或磨浆机中未分离的团状纤维,以对它们进行重新加工。
c. 漂白
并非每个工厂都会漂白纸浆,但制造任意种类白纸或外观级纸张的工厂都会在流程的这个时间点漂白纸浆。使用化学品亮化纸浆以及溶解任何残留木质素。
9.再生纸
一些工厂会将已在回收机构分类并打包的回收纸张加到其生产的原木浆中。这些纸捆会被运送到制浆厂/造纸厂,用叉车堆放起来,直至需要使用。取用时,叉车会将纸捆直接放入碎浆机,或置于将纸捆送至碎浆机的输送机上。碎浆机在微温水和清洁化学品中混合纸张,并筛掉金属、塑料和墨水。对剩余的液体浆进行漂白处理并与原木浆进行混合,之后送至制浆机或造纸机。
将浆捆送至碎浆机的输送带可能宽达 72" 并且移动得非常缓慢。这些输送带通常是 3 层防油输送带。Flexco R5 之类的铆钉穿销带扣是这类输送带的明智选择。
10.制浆机和造纸机
a. 造纸机
造纸机(也称作长网造纸机)会在这个阶段将库存变为纸卷。
b. 纸浆干燥机
通过排放、挤压等方式排出水,通过蒸发产生纸浆 – 一种比成品纸更厚、更重的产品。纸浆会被销往非一体化造纸厂,这些工厂将会重新制浆,然后将其送入造纸机。
在造纸机区域,可能会有几条损纸输送带。损纸一词是指来自正常作业期间裁切过的纸页的不可用纸张、由于某种原因未完成的纸张或在造纸机内破损并被拉出的纸张。损纸不能缠在卷轴上出售,因此需要重新制浆并送回来再次经过造纸机处理。
损纸输送带的宽度可能约为 54-60" (1350-1500mm),将损纸送至再浆化槽。R5 之类的 Flexco 铆钉穿销带扣是损纸输送带的明智选择。穿销带扣可卷绕在相当小的损纸输送带滚筒上。
11.存放/运输
纸卷或纸浆捆被送至存放区,装运给客户,或者如果工厂有加工业务,可以继续在单独的加工区将它们制成许多不同类型的纸制品。
通常通过地板内 V 形板条输送机输送纸卷,这类输送机使用一系列链接的金属板来移动纸卷。可把纸卷放在地面上,再滚到这些输送机上,然后送至存储/货运区。
一些造纸厂使用带式输送机将已分割成较小尺寸的纸卷移至仓储/存储/货运区。搬运纸卷的轻型输送带通常是 PVC 材质,最多 3 层,额定可用于较重产品的传输。这些轻型输送带可以硫化以避免在纸张表面留下压印,但一些工厂可能使用机械带扣。
- Novitool® Aero® 热压机是拼接这些 PVC 输送带的合适选择。
- 如果工厂想使用机械带扣,可使用 Clipper® 线钩。